






设备的绿色维修是贯穿设备全寿命周期的活动。
绿色概念从设备的前期管理就开始了。在日益重视环境保护、低碳和人类可持续发展的今天,设备的前期采购就必须包含环境要素,否则今后要为此付出沉重的代价,这里既有企业自身受到的谴责、惩罚和对自身品牌的影响,又有对人类社会危害的广泛影响。除了环境、安全等因素,设备前期采购还包含对这个设备寿命周期费用最小化的评价和追求,从节能、减排、可维修性,包括在备件替换成本节俭上的预见性措施。
设备安装阶段要从人机工程角度来设计减少职业健康和工作疲劳的不良影响,要设计和预留安全逃生通道,要从寿命周期费用角度来保证安装质量。
在设备使用阶段,从操作、清扫、自主维护(包含润滑)、健康管理(早期主动维护),乃至状态监测和劣化趋势控制等方面采取措施,以期减少设备故障、事故和环境破坏,减少停机损失,降低维修费用。
在设备维修阶段,从维修策略的选择、维修流程的优化、维修技术的开发、质量验收的规范以及部件的修复和再生等角度达到以最小的资源消耗获取最佳的效果这一绿色目标。
设备的科学技术改造本身就是绿色的行为,她可以延长设备使用寿命、节约能源。改造又可以将新的要素及活力注入老旧的设备,如节能改造可以降低设备能耗指标;质量改造可以提升设备精度和稳定性,使产品质量更具竞争力;效率改造可以提升或者释放设备产能;环保改造可以让设备对环境更友好,减少环境破坏;安全改造可以减少设备的人身或者职业伤害。
设备淘汰是设备全寿命周期管理的最后一环,也存在重要绿色元素。这包括设备本身的修复再生,退而求其次就是部件的回收,再退而求其次就是零件及材料的回收以及修复再生。不能修复回用的部分要从环保的角度进行处理。
设备全寿命周期的绿色维修如图2-7-1所示。
在全球能源紧缺、气候变暖、环境不断被破坏,人类生存环境越来越恶劣的情况下,国际社会越来越重视绿色维修的实施。下面我们具体介绍各国对绿色维修的理解和具体举措。
联合国关于"可持续性"的定义是:"对当代需求的满足不应以牺牲后代正常需求为代价!"世界各国维修组织以及企业也将绿色环保的维修提到议事日程。
巴西的佛纳多车索(FernandoCelso)等人提出把工业维修嵌入"可持续性"中,让工业维修具有保护环境的使命,防止破坏环境的意外发生。他们认为工业体系与环境体系具有如图2-7-2所示的关系。
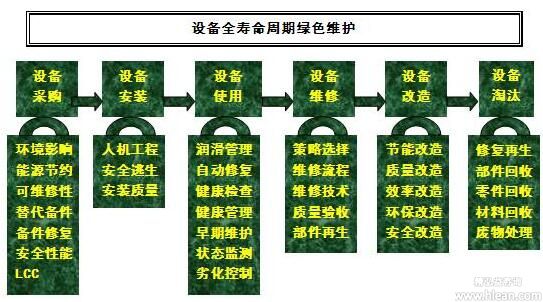
图2-7-1设备全寿命周期的绿色维修
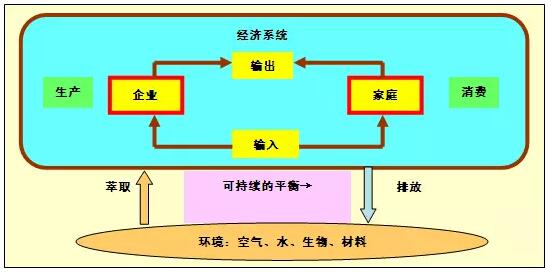
图2-7-2经济系统与环境的平衡关系
佛纳多车索认为企业维修体系的责任就是做好对排放的控制,一方面是生产过程的排放,包括化学反应、工业废物、过程清洗、金属清洗等内容;为此所采取的措施包括控制源头和消灭污染。
另外一方面就是控制好任何的意外排放,包括:设备泄露,工业液体、反应气体、润滑介质、冷却介质、辅助生产介质、工业灰尘的泄露等。
从能源合理利用的角度,还包括节能降耗等内容。其主体课题及解决办法、手段如图2-7-3所示。
巴西的马可思安东尼奥(MarcosAntonioBonifacio)指出维修组织的社会责任应该有利于:
a)周围社区发展
b)保护环境
c)让员工生活在愉快的工作气氛中
d)坦诚的沟通
e)回报股东
f)与合作伙伴的交流
g)顾客消费满意

图2-7-3控制排放的课题和主要手段
欧洲维修团体联盟从1998年就立项推动建筑的生态维修研究。一个名为尤里卡项目的目标是"将生态和经济融入建筑维修,以便保护环境和降低成本"。其目标系统的完成需要考虑自然界生态分类、法律、技术可行性、工业安全、经济性,以及人文、历史遗产等方面的诸多要素,最后得到延长建筑物使用年限的指导原则和基于生态、环境、人文、经济条件下,建筑物的维修和改造原则。可见,绿色维修的概念已经扩展到更广的范围。
克罗地亚的布兰尼米尔曾以机床为样本,进行过以保护自然为基础的维修研究。他在研究中指出,维修的目标为:
1)延长使用寿命。
2)保证设备最佳利用效率。
3)保证设备在紧急需要时的可用性。
4)保证人身安全。
维修的策略如下:
1)事后维修。
2)设备拆件再利用。
3)改善、修复性维修。
4)预防维修。
5)预知维修。
6)综合工程。
7)状态维修(CBM)。
8)全面生产维护(TPM)。
一般,设备维护的需求可以描述为:(1)技术维护;(2)检查;(3)校正/调整;(4)性能试验;(5)转移和再安装;(6)迁移;(7)迁移与替换;(8)故障诊断;(9)维修;(10)大修理;(11)校准。
在设备整个的寿命周期,从绿色维修角度需要考虑的要素如下:
(1)可持续的生产所谓可持续的生产是指产品从设计、生产、销售、使用到处理,造成最低的环境和职业健康危害,消耗最少的材料和能源资源。这关系到全球的可持续发展。
(2)产品的环境周期寿命设计程序这是一个贯穿整个产品发展周期的连续过程,牵涉到下列问题:
1)产品功能。目的是产品功能的合理化。包括定义功能值和识别重要参数,列出如压力、温度、脉冲等目标参数的度量方法,评估每一功能单元消耗的能源和材料,对新旧产品做出比较。
2)产品结构。目的是产品结构的合理化。首先描述每一子系统或部件的功能和总功能,考虑通过功能的集成或子系统的简化能否使材料节省,看看是否通过功能分析使材料节省,研究材料的化学构成来分析分解的可能,考虑产品使用材料的种类是否可以减少。
3)产品寿命周期。从产品整个寿命周期的角度,综观其对材料消耗和环境的影响。首先粗略描述产品寿命周期,列出材料消耗的主要类别,评价原料和能源内容,评估内部加工与外协加工能源消耗,评价在运输、使用产品时的能源消耗,并与加工过程消耗比较;评估燃烧、再循环的能源利用,指出可以再利用的部件;说明和讨论在自身产品里再利用旧部件材料的可能,讨论可以在其他产品上再利用的可能,讨论现有的产品处理方式,讨论处理的废弃物量。
4)产品部件。识别产品部件环境问题。描述各个解体部件及其生产过程,评估主要部件的环境和职业健康危害,评价这些部件生产过程和对内部及外部承包者所处环境与健康的影响,讨论可替代的材料或技术,考虑处理技术的成本。
(3)维修性所谓的维修性是设备可以用最短时间、最小成本、使用最少的人工、备件、工具、检测设备、辅助设施等后勤资源,达成不影响运行性能和安全性维修效果的特性。维修性包括的内容如下:
1)一般内容。标准、部件功能分类、控制台布局、复杂性、自检测、最长修理时间、附属工具和检测设备、标签、重量、校正要求、维修程序、人员要求、合同管理。
2)搬运。设备吊装、控制柜搬运、组装、控制架、易损坏性、重量标签。
3)设备安装。柜安装、面板安装、机上维修、电缆引入、设备安装重量、操作台最佳位置、进排气口安排。
4)包装。插入模块和部件、模块部件摆放、部件更换的易操作性、安装失误防止、部件装配表面、安装说明、互换性。
5)可达性。提供维修通道、通道门支撑、门标签、门尺寸、最少的门紧固件、使用最少工具、部件的可达性、危险接触说明。
6)紧固件。快松紧固件、标准化紧固件、六角有槽紧固件、可抓握紧固件、紧固件旋具。
7)面板显示与控制。控制标准化、控制顺序排列、控制模块间距、控制标签、控制显示关系、仪表、面板照明、熔丝要求、使用警示灯,指示灯颜色、控制键按使用频率排放。
8)测试点。前面板位置、功能分组、测试点标签、内部测试点可达、测试刻度、恰当保护、恰当显示、与使用的控制和显示邻近。
9)调整。调整点可达、周期调整预知、消除交叉影响、有调整锁住装置、工厂调整、调整点标签、大动作的精细调整、仪表的内置插孔调整、增量顺时针方向调整。
10)部件与总成。部件组合、标签、工具留位、个别部件直接可达、部件精细化。
11)电缆。电缆可移动装配、电缆排布无死弯、排布避免利器穿透、通过孔洞保护电缆、标签、卡子线码、把柄使用。
12)连接子。可快速断开连接、远离障碍时易于抓住连接,或断开、标签、按键(钥匙)、标准化、提供备件销子、公连接子加帽、"热"插孔、"冷"插头、防潮湿。
13)校正与润滑。校正要求、校正点可达、校正频率。
14)环境。温、湿度范围,亮度、可移动、机动性、储存条件。
15)安全。电气接线盒、互锁、熔丝-电路-断路器保护、警告显示、安全盖、明显报警装置、外部金属部件、抽屉-面板-结构边缘、工具。
16)可靠性。全范围平均故障间隔期、故障-安全防备、紧急-校正寿命、磨损周期、故障可探寻试验。图2-7-4给出了应用再制造和绿色维修策略的设备寿命周期。
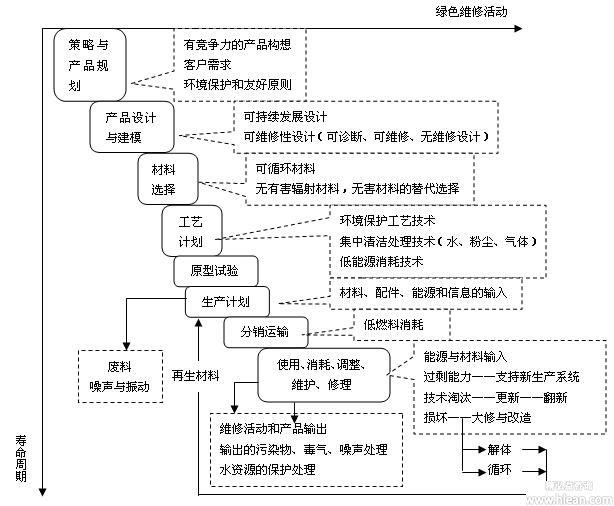
图2-7-4应用再制造和绿色维修策略的设备寿命周期
节能管理也是各国日益关注的领域。除了那些点解、电熔炼等耗电大鳄,企业能源消耗的主要设备就是电机。
电机在工业中的应用分布十分广泛,在电机节能方面有较大可挖掘的空间。图2-7-5给出了电机在工业中的应用领域。
当前,最具明显效果的就是变频调速技术解决方案的应用,其原理是:
1.变频调速到需要的速度;
2.输出需要的功率;
3.平缓启动、避免电流高峰,减少机械应力。
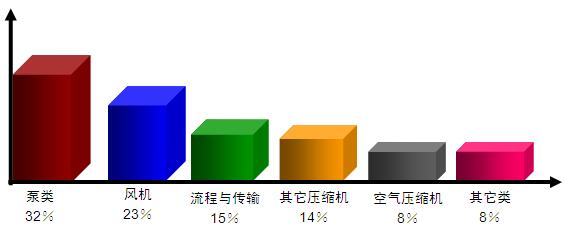
图2-7-5电机在工业中的应用比例
变频技术所具有的优点是:
"明显节电;
"投资回报1-2年;
"减少设备应力,节约维修费用。
不少企业认为,电力与能源消耗的管理应该建立系统解决方案。从能源的监视开始,通过分析计算,达到合理、科学的控制和节约。其结构如图2-7-6所示。

图2-7-6能源消耗的系统解决方案
在企业里,首先要确定需要重点监视的能源消耗设备,如供水、压缩空气、蒸汽、燃气、燃油、煤炭、电力供应等;然后,在取得基础数据的基础上,对使用时间、负荷、利用率等相关数据进行分析;分析其成本分布和单位能耗,与其他企业、行业和国际先进的基准进行比较;再设计科学合理的解决方案。最后到控制举措实施阶段。这里有很多管理手段可以利用,包括变频调速、削峰填谷生产、能源综合利用等。
对于以机械运动为主的企业,良好的润滑管理也是节能的重要手段之一。不良的润滑,造成大量的机械摩擦和发热,从而形成巨大的能量损失。企业提出了润滑的6R管理:
RIGHTPEOPLE--正确的人;
RIGHTTIME--正确的时间;
RIGHTPLACE--正确的位置;
RIGHTQUANTITY--正确的量;
RIGHTPRODUCT--正确的产品;
RIGHTMETHOD--正确的方法。
比利时博雷瑞斯石油化(聚烯烃)工厂积累了很好的节能经验。
首先,他们成立专门节能委员会,由一位副总负责;他们设计和建立能效公式,用于度量工厂的能效状况。
能效=(燃料+1.11×蒸汽+2.5×电能)/吨产品(兆瓦时/吨)
这里,燃料设定为100%转化,蒸汽90%转化,因此有1.11因子,电能40%转化,有2.5因子。
他们给出节能的五原则:
1.满负荷、高效率运行设备;
2.避免停机和重启;
3.供气系统保持平衡;
4.使用高效率的设备;
5.能源现场管理。
为了节能,他们采取了如下设备优化措施。
1.排除器更换--低压汽代替中压汽,每小时可以省汽10吨;
2.热回复锅炉的使用--每小时减少50吨180度的废气排出,同时节电400千瓦;
3.防止热空气再生系统压力下降--等于减少400千万电能;
4.交叉并行交换器的使用--每小时节约5吨高压蒸汽
除了设备优化,能源现场管理是一项长期细致的工作,如防止碳氢气体的泄露,不断通过一些能源替代品来降低成本,再就是通过隔离、隔热方式来减少热量损失。这些在企业里是无处不在,无时不在的,需要全员的持续关注。
