






服装工厂利润低,赚不到钱,在现场最直观的就是物料积压如山,生产节拍缓慢,实际产量打折。让工厂管理者、IE人员、组长大呼头痛。低下生产效率直接关系着工厂的利润,也影响了工人工资。
服装生产企业要让利润率达到10%以上,必须提高工人的每小时附加值,提高衣车等设备的运转效率,减少空转比率,让生产效率保持在85%以上。要达到以上目标,流水线是否平衡是关键。

(图:某针织服装工厂车间的异常情况,半成品堆积,小组计划日产1200件,实际产出只有800件)
服装工厂的流水线平衡的几个评估标准:
① I E工序编制效率(效率达到85%以上的流水线才是较好的)、
②半成品数量、
③员工手持量(每位工人手上待缝制加工的数量)、
④浮余率和员工效率等。
那么究竟如何让流水线更平衡,提高生产效率呢?
1、提前做好新款的 I E工序编排表;
2、组长、IE等现场管理人员,在现场要勤于观察,流水线发生积压、堆货情况时,要及时调整瓶颈工序,并对人员搭配或车种重新安排,以消除线上半成品的积压。
(图:生产效率计算公式。)
(图:生产车间的设备实际运转效率。)
一、根据车间布局、衣服款式选择适合的流水线
流水线的布局,要根据厂房面积、班组人数、工人技能水平、现有设备等综合考虑,绝非一成不变,目前有一些管理较精细的、用单件流生产的工厂甚至会根据每个款式调整设备摆放。
常见的流水线布局有“一”字型、U型和模块式:
1、“一”字型即直线型布局,传递路线是一条直线,裁片从一端进,成品从另一端出;
2、U型:裁片和成品从同一方向端进、出,机器大多横向排列;
3、模块式:在一个工位安排多台机器,承担多道工序,以单元的方式进行生产,很大程度上降低了员工搬运移动浪费,柔性较大。
二、工序安排要用 I E方法做指导
生产流水线上生产两件产品之间的间隔时间或产品在各工序间每移动一次所需的间隔时间称为生产流水线的节拍时间。编制效率通过平均节拍和瓶颈工时计算而来,计算公式如下图所示:
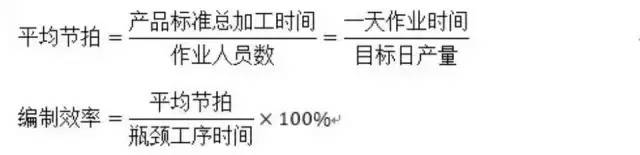
流水线越平衡,编制效率越大。
虽然节拍时间已经确定了,但因生产者的熟练程度不同会出现个体差异。
想要达到平衡,我们就要根据工人的技术情况安排调整工序,主要考虑工人的技术特长和综合素质。
比如:
-关键的组合工序要分给技术熟练、稳定的员工;
-琐碎的辅助工序可分给新员工或技能较低的员工;
-缺勤率高的员工不能分配主流重要工序;
-手快但毛躁的员工不能分配操作比较精细的工序等。
三、提前预防、及时处理现场的异常
在服装等产品的生产中,异常情况的发生,如设备故障、员工请假、工序不合理等是常见的,关键是管理者要提前预防,并事先做好预案,不要临时救火。
1、员工不服从工序分配
有的员工操作熟练一些工序后往往不愿意更换其他的工序,因为这直接影响其计件工资。
有的企业由于标准工时不够合理,员工不愿意操作一些费时而又工价低的工序。
解决这样的问题往往需要组长的内部协调能力和组长的权威性。
2、员工的请假离职等突发状况
很多时候很均衡的一条流水线由于员工的突然请假离职,而出现中断,组长手忙较乱的补救。
有的组长从其他组找人过来帮忙,不忙时过来顶一段时间;
有的是组长直接替补上;
有的是从工厂培训小组中立刻调来新员工,立刻培训替补;
协调能力比较强的组长则通过组内协调,找出组内有能力而又有时间的的员工兼顾。
总之,实际生产过程中遇到的问题多种多样,这给流水线的编排和调整带来很大难度。
因此多方面因素配合才能维持流水线的顺利进行,此外还需要班组长的灵活应对和及时调节能力,并需不断总结,才能进行有目的的防范和计划。
